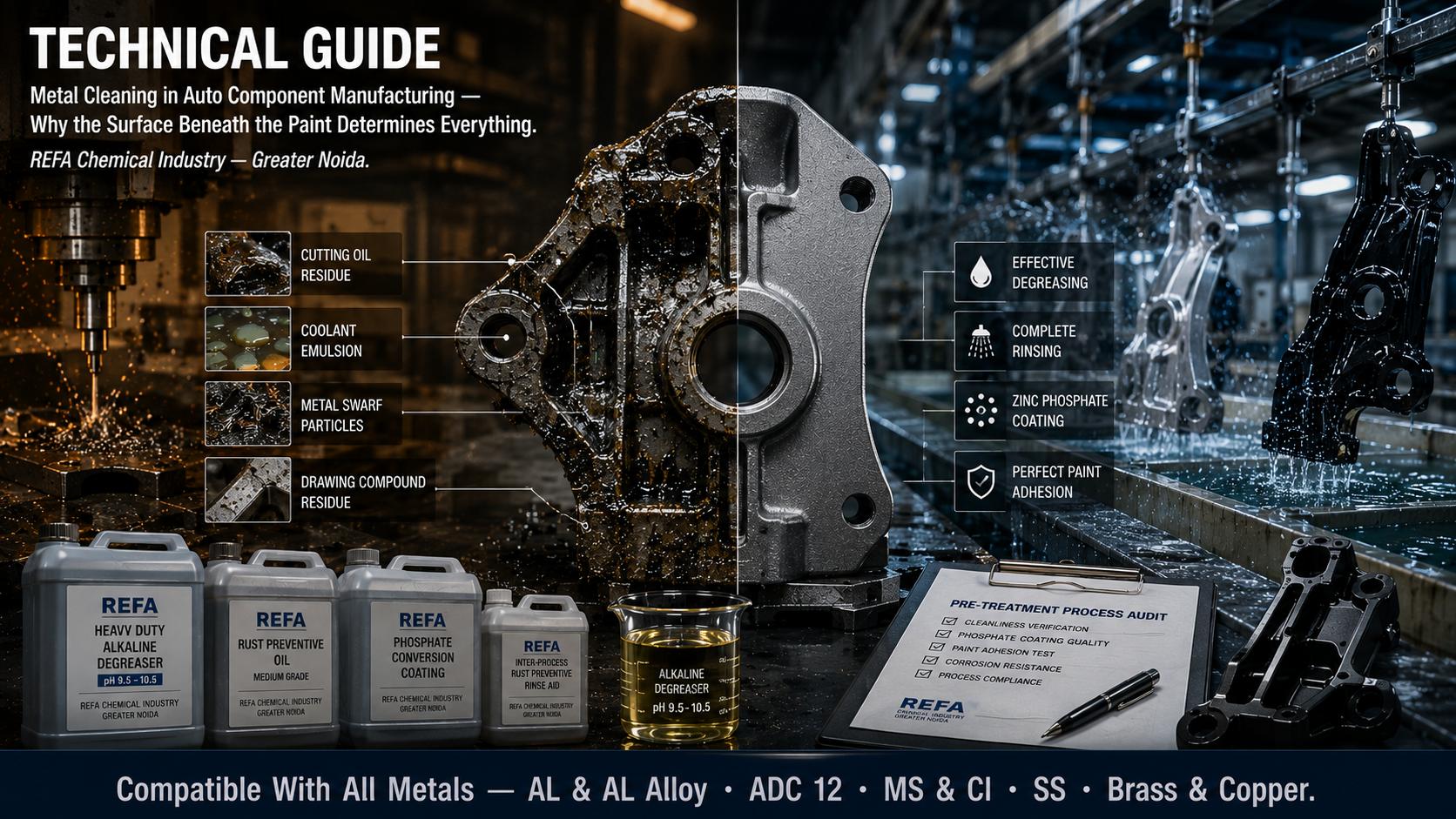
The Four Variables That Determine the Right Degreaser
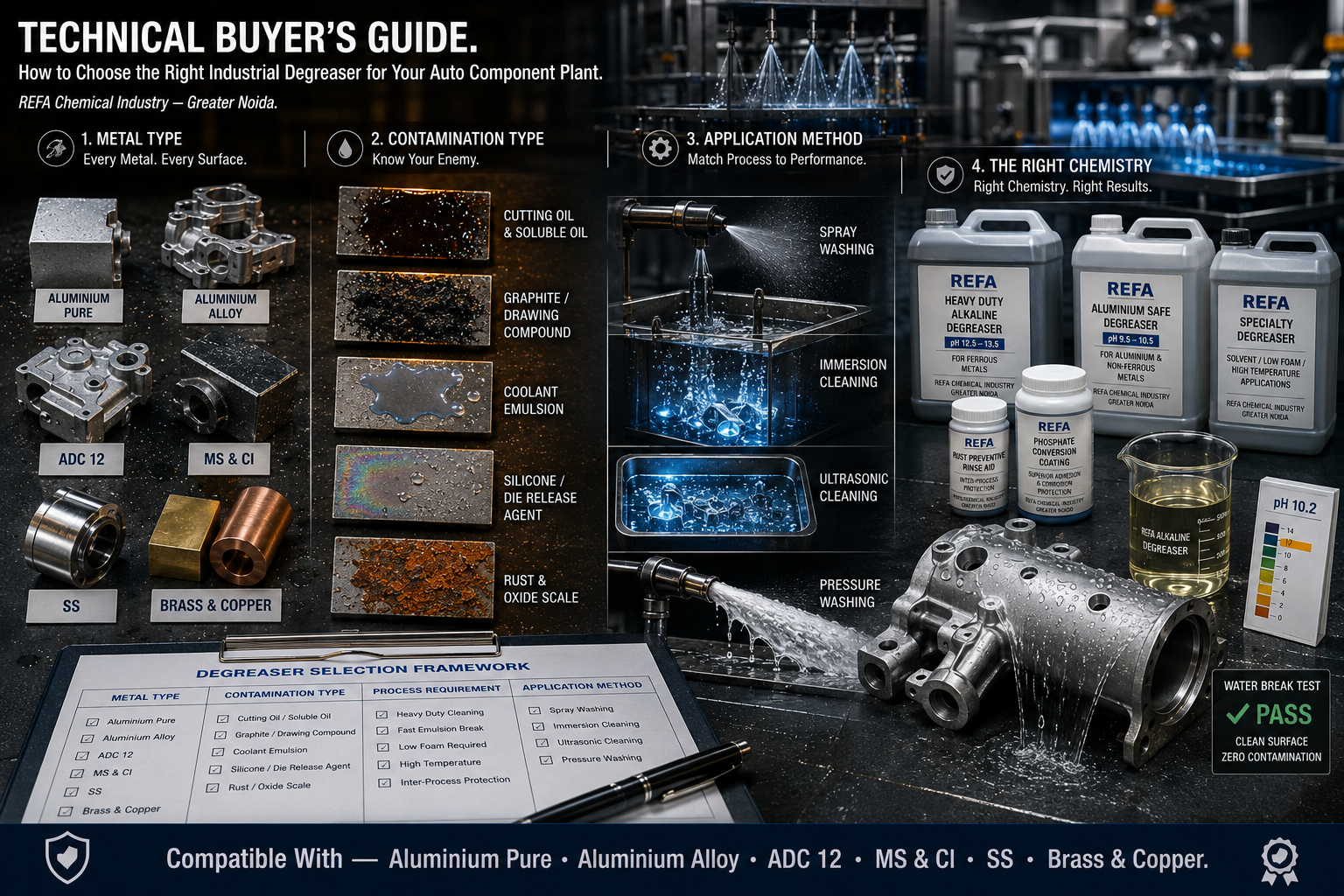
Industrial degreasers are not interchangeable. The right degreaser for your application is determined by four variables: the metal you are cleaning, the contamination you are removing, the process you are cleaning for, and the application method you are using. Get all four right and your cleaning process runs reliably, your downstream quality is consistent, and your total chemical cost is minimised. Get any one wrong and you either under-clean (quality failures) or over-engineer (unnecessary cost).
Variable 1: Metal Type
Aluminium Pure Requires mildly alkaline degreaser (pH 8.5–9.5 maximum). Pure aluminium is the most chemically sensitive substrate — even moderate alkalinity at elevated temperatures causes surface etching, dulling, and pitting. Temperature must be controlled strictly below 55°C. A dedicated pure aluminium formulation is essential.
Aluminium Alloy Similar sensitivity to pure aluminium but slightly more tolerant of alkalinity depending on alloy grade. pH range 8.5–10.5, temperature maximum 60°C. Strongly alkaline products cause uneven etching that directly affects anodising uniformity and coating adhesion. REFA’s aluminium alloy degreaser is formulated for the specific lubricant types used in aluminium alloy machining and forming.
Aluminium ADC 12 ADC 12 is the most widely used die casting alloy in auto component manufacturing — used for engine covers, transmission housings, pump bodies, and brackets. Die casting uses silicone and wax-based die release agents that are significantly more difficult to remove than mineral oils. Standard aluminium degreasers are often insufficient. REFA’s ADC 12 specific heavy-duty degreaser combines enhanced solvency for die release agents with a pH profile (9.5–10.5) and temperature range (maximum 60°C) that is safe for the die cast aluminium surface.
Mild Steel (MS) and Cast Iron (CI) The most forgiving substrates for cleaning chemistry. Can tolerate a wide range of alkaline degreaser pH (9–14) at temperatures up to 80°C. Vulnerable to flash rusting immediately after cleaning — must be protected with rust preventive within minutes of the final rinse stage.
Alloy Steel and High-Tensile Steel Similar chemistry tolerance to MS and CI but with a critical restriction: acid-based de-rusters require post-treatment baking (hydrogen embrittlement relief) for parts above HRC 32 hardness. Always confirm component hardness specification before prescribing acid de-rusting.
Stainless Steel (SS) Tolerates a wide range of cleaning chemistry but requires specific attention after pickling or acid treatment — passivation step is mandatory to restore the chromium oxide passive layer. Avoid ammonia-based products. REFA’s SS degreaser and passivation range is compatible with 304, 316, and 410 grades.
Brass and Copper The most chemically sensitive metals in the auto component plant. Sensitive to ammonia compounds (stress corrosion cracking risk) and strongly alkaline products. Requires dedicated non-ferrous degreaser with neutral to mildly alkaline pH. Acid de-rusting with controlled phosphoric acid is standard for oxide and tarnish removal. Never use standard ferrous alkaline degreasers on brass or copper.
Variable 2: Contamination Type
Mineral Oil and Neat Cutting Oil Standard alkaline saponification — REFA’s standard alkaline degreaser handles this at 3–5% concentration, 55–65°C. Most economical cleaning application.
Semi-Synthetic and Synthetic Coolant Residue Synthetic coolants may not saponify — they require a different surfactant chemistry. REFA’s coolant residue cleaner is specifically formulated for post-machining cleaning where synthetic coolant is used.
Drawing Compounds and Stamping Lubricants Wax, soap, or graphite-based — require high temperature (65–75°C) and high concentration alkaline chemistry. REFA’s heavy-duty degreaser handles these. Do not attempt this application with standard alkaline degreaser — you will get incomplete cleaning that only becomes visible at the painting stage.
Die Release Agents (Silicone and Wax-Based) Specific to ADC 12 and aluminium die casting. These compounds are engineered to resist removal — standard degreasers emulsify them enough to appear clean visually while leaving sufficient film to cause coating failure. Requires REFA’s enhanced-solvency aluminium-safe heavy-duty degreaser.
Rust and Oxide Scale Not a degreaser application — requires acid-based de-ruster. However, cleaning before de-rusting is essential: oil on a rusted surface prevents the acid from reaching the rust uniformly, resulting in patchy de-rusting.
Variable 3: What You Are Cleaning For
- Before painting or powder coating: Maximum cleanliness required — zero oil tolerance. Water break test pass is minimum acceptance criterion.
- Before phosphating: Same as painting, plus compatibility with phosphating bath chemistry — REFA’s products are verified phosphating-compatible across all metal types.
- Before assembly: Moderate cleanliness — oil-free but trace water-based residues acceptable.
- Maintenance cleaning: Can use more economical formulations — complete surface treatment quality not required.
Variable 4: Application Method
- Spray washer: Must use low-foam formulation — high-foam products overflow spray washer sump. REFA’s spray washer range is specifically formulated for low-foam performance at process temperatures.
- Immersion tank: Can use higher foam products. Ensure adequate agitation for uniform cleaning — especially important for complex geometries with blind holes and internal passages.
- Ultrasonic cleaning machine: Requires specially formulated low-foam, low-cavitation-inhibiting concentrate. Standard degreasers suppress ultrasonic cavitation and dramatically reduce cleaning effectiveness. REFA’s ultrasonic cleaning concentrate is formulated to work with — not against — the cavitation mechanism, delivering superior cleaning on precision components, small parts, and complex geometries including fuel system components, hydraulic valve bodies, and bearing housings.
- Manual or brush application: Gel or viscous formulations stay on surface longer — better for vertical surfaces, spot cleaning, and field maintenance.
- Pressure washer: High-dilution formulations at 8–12% — foam lance application highly effective for heavy contamination on large components and equipment.
REFA’s Technical Selection Support
REFA Chemical Industry provides free product selection consultation for auto component manufacturers. Tell us your metal, your contamination, your downstream process, and your application method — and our team, backed by our founder’s 25+ years of industrial cleaning expertise, will recommend the right product with a free sample trial before you commit.
Looking for technical consultation on industrial degreaser selection for auto component manufacturing? Contact REFA Chemical Industry — Greater Noida | Our founder brings 25+ years of industrial chemical expertise to every solution we supply. Call or WhatsApp for free samples and technical consultation.